Surface engineering of metallic housing
Surface finish of metal enclosures
Surface condition is an essential parameter of resistance against atmospheric corrosion. Both aluminum and stainless steel naturally form a protective oxide layer on the surface. Corrosion occurs only when this protective oxide layer is crossed or destroyed. Microcavities of a rough surface allow atmospheric pollutants to initiate local oxidative conditions. This is particularly critical when these pollutants have a different galvanic potential. For example, iron or iron oxide dust can create favourable conditions for perforating corrosion in stainless steel, as well as zinc in the case of aluminum. It is important that the surface of the metal, if exposed to the weather, be smooth so that these pollutants slide and escape naturally.
Optional surface treatment
The coating of aluminum boxes with an epoxy-polyester paint will allow them to maintain a better appearance because they cover naturally in the time of an orange-skin-like efflorescent layer, which can be aesthetically detrimental.
This treatment will have the effect of:
- To improve the general protection of the housing surface against corrosion, when their resistance to natural corrosion is considered insufficient. In addition, this treatment, by interposing an electrically insulating layer between the aluminum and the fasteners or the mounting bracket, will limit the creation of thermoelectric couples initiating
- Long-lasting appearance by avoiding pitting corrosion or blackening
- Identify products or product families by their color
 |
Vibration deburred and polished: this smooth finish improves corrosion resistance. This is the standard surface finish for aluminum and stainless steel enclosures
|
 |
Epoxy-polyester electrostatic painting, oven polymerized. Colour RAL7035. Enclosures are
sand blasted before painted to improve bonding. This is an optional surface finish for aluminum enclosures (other colours on request) |
Salt spray testing of metal enclosures in our laboratory
|
|
Material | Starting | After 500h | After 1000h* |
| Not painted aluminum |

|
|

|
|
| Epoxy painted aluminum |
|
|

|
|
| Stainless steel 304L |

|

|

|
|
| Stainless steel 316L |

|

|

|
|
| Test results | ||||
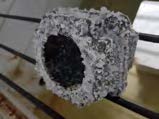
| Aisi 304L and 316L enclosures do not show corrosion, and nor the epoxy painted enclosure. Not painted aluminum enclosure is slightly corroded, and we can see efflorescent white colour bubbles. They can be removed less or more by washing. After rinsing small black corrosion points can be seen with different sizes and deepths. | ||||



Pictures of the aluminum enclosure, after the 1000h of salt spray test and washing with water
 |

|
| Surface after soap water washing | Details of surface corrosion |
UV discoloration of epoxy-polyester paint upon IS04892-1 (comparative tests carried out in our laboratory)
One issue of painted aluminum enclosures cases is their fading in the presence of UV radiation.
The validation tests of the boxes are done by subjecting them to a UV flux, wavelength 315 ~ 400nm, on standardized specimens, at a temperature of 55°C, for 1000 hours, equivalent to several years of sun exposure. These tests are carried out according to standard IS04892-1.
1000 hours UV resistance testing, made in our laboratory, on epoxy painted aluminum enclosures
A comparative examination is carried out between tested and non tested specimens, with measurement of the color change. Color fading is measured with an electronic measurement equipment. As for plastic raw material UV ageing test, colour change is considered as not visible by a non trained observer when the ΔE is lower than 5. This is therefore the reason why we selected a ∆E of 5 as the acceptable limit for this test.
 |
 |
 |
|
UV ageing equipment |
After 500 hours (side by side with a product not submitted to UV) | After 1000 hours (side by side with a product not submitted to UV) |
| ΔE: 1.19 | ΔE: 4.12 |
Resistance to corrosion by chlorine of metal enclosures
Tests performed in our laboratory according to ASTM G48
The test of resistance to corrosion by chlorine is intended to verify the behaviour of metal housings in a chlorinated medium, such as swimming pool and water recreation premise. Test is performed according to ASTM G48: it consists in a 96 hours accelerated corrosion test at 70°C in a concentrated solution of 5.25% sodium hypochlorite (bleach).
- The loss of mechanical strength is measured by tensile strength at break specimen
- Weight loss is measured.
- A visual comparative examination is carried out, to check corrosion.
 |
 |
|||||
| Sodium hypochloride test bath | Specimen location inside the bath | |||||
 |
Not painted aluminum (before and after 96h test) |
 |
||||
| Epoxy painted aluminum | Après 24h |  |
||||
| Après 96h |  |
|||||
| Aisi 304L stainless steel (before and after 96h test) |

|
|||||
| Aisi 316L stainless steel (before and after 96h test) |

|
|||||
| Tensile strength at break measurement equipment | Specimens tested before and after corrosion test | |||||
| Aluminium | Epoxy painted aluminum | AISI 304L stainless steel | AISI 316L stainless steel | |||
| Weight change | Specimen destroyed | Specimen out of use | -0.1% | -0.05% | ||
| Mechanical strength loss | 100% (Specimen destroyed) | 100% (Specimen destroyed) | 56% | 45% | ||
| Corrosion visual inspection | Specimen quickly fully dissolved | Specimen highly corroded already after 24h |
Deep corrosion at some places, initiated by the laser printing. |
Slight corrosion marks. | ||