Overview of immersion heater fittings
Main threads dimensions in Europe
| Standard size | 1/2″ | 3/4″ | 1″ | 1″1/4 | 1″1/2 | M45x2 | 2″ | 2″1/2 | M77x2 |
| Old French
designation |
15-21 | 20-27 | 26-34 | 33-42 | 40-49 | 50-60 | 66-76 | ||
| Outside dia. | 21mm | 26.4mm | 33.3mm | 41.9mm | 47.8mm | 45mm | 59.6mm | 75.2mm | 77mm |
Threads main features
In Europe there are two common types of threads used on immersion heaters fittings.
- Threads according ISO 228-1, also said BSPP or cylindrical gas thread (G).
- 2mm pitch metric thread according ISO965-1, little used, which was the subject of an attempt to replace the ISO228-1 in the middle of the 20th
The threads are still sometimes described, particularly in France, according to their internal and external diameters.
All these threads are parallel, and therefore requiring a gasket surface to ensure proper sealing. They are mounted on female nozzles, or throw wall with a nut.
Selecting a thread diameter is mainly imposed by the minimum possible bending diameter of sheathed elements brazed or soldered on them. Threads of 1″ and below are therefore used on the cartridge heaters.
Heaters are often screwed on nozzles welded on the wall of a tank or heater. The seal is obtained by tightening a gasket, it is impossible to predict in advance what will be the position of the fitting and its connection box when tightening will be effective.
For this reason, internal ring fittings have been developed which allow the case to be rotated after tightening on the tank.
Comparison of the different systems for fixing immersion heater fittings to enclosures
| System | Pic | Assembly view | Disadvantages | Advantages |
| Simple thread fitting, simplified and lightened |  |
 |
This type of fitting, designed for small domestic storage water heaters does not have any device to add an enclosure.
Only specially designed enclosures can be added (Y3L4 and Y3S4) |
The cheapest of all models of fittings. Allows assembly of heating elements by soldering, brazing, or filling with epoxy and PU
Allows to use heating elements with ¼”QC terminals, that can be directly connected on rod thermostats. |
| Double thread fitting, screwed directly on taped enclosure |  |
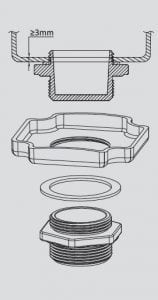 |
Double thread fitting is expensive
Tapping large diameters is difficult and taps are expensive. No possibility of adjustment of angular position during assembly on Only possible on thick walls, preferably Obligation to use a wide flat gasket between the housing and the fitting to prevent it from creeping during tightening. |
Good grounding on the metal housings, without the need for a ground terminal on the
Economical because no need for locknut or threaded ring. |
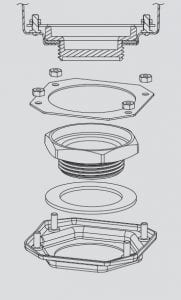
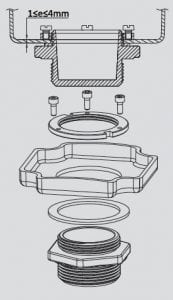
| Double thread fitting, assembled through hole, tightened with internal hexagonal nut |  |
 |
The double thread fitting is expensive.
The inner nut is expensive especially in large A special tightening wrench is required to tighten the The large size of the nut limits the placement in the housings. Obligation to use a wide flat seal between the housing and the fitting to prevent it from creeping during The grounding does not meet the standards due to the flexible seal, unless the fitting has its own ground terminal. |
The hole is easy to make
The orientation of the enclosure is possible during the installation on field. |
| Double thread fitting, mounted trough hole, tightened by internal threaded round ring |  |
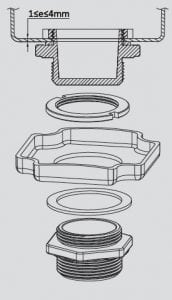 |
The double thread fitting is expensive.
The inner nut is expensive especially in large A special tightening wrench is required to tighten the The large size of the nut limits the placement in the housings. Obligation to use a wide flat seal between the housing and the fitting to prevent it from creeping during The grounding does not meet the standards due to the flexible seal, unless the fitting has its own ground terminal. |
The hole is easy to make
The internal threaded ring is less expensive than a nut The size of the ring is smaller than that of a hexagonal The orientation of the enclosure is possible during the installation on field. |
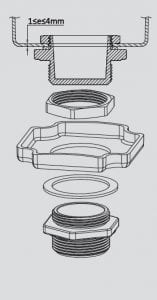
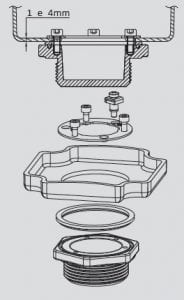
| Double thread fitting, mounted trough hole, pressed by internal threaded ring with 2 or 3 tightening screw M4 or M5 |  |
 |
The double thread fitting is expensive.
The internal threaded ring is expensive especially in large diameters. The grounding does not comply with the standards due to the flexible seal, unless the connection has its own earth Obligation to use a wide flat gasket between the housing and the coupling to prevent it from creeping during tightening. |
The hole is easy to make
The internal threaded ring is less expensive than a nut Easy and accessible assembly and tightening of the threaded ring, which does not require special tools Orientation of the enclosure is possible during the installation on field. |
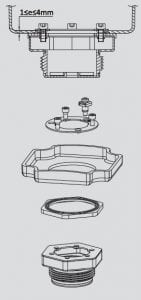
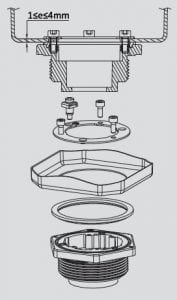
| Single thread fitting, with internal rotation ring, tightening with 3 screws |  |
 |
No disadvantage when used with heating elements brazed on the brass
If the fittings are solid stainless steel, machining is expensive, and the realization of TIG welding on the heating elements is difficult because of differences in thickness. |
Hole easy to make in the enclosure
Single thread fitting approximately 30% cheaper than double thread Stamped rotation washer is much cheaper than a threaded internal ring Self-centering of the rotation washer provided by 3 bosses Grounding is made directly on the fitting, independent of the material of the housing and of the seal Excellent guiding of the O-Ring type seal, which is maintained in a groove Easy and accessible assembly and tightening of the ring, which does not require special tools Easy orientation of the enclosure during the installation on field. |
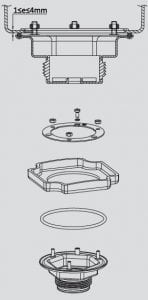
| Stainless steel single thread fitting, deep drawn body, with internal rotation ring, tightening with 3 screws |  |
 |
Available only in 1″ ¼, 1″ 1/2, M45x2, 2″1/2 and M77x2
a special gasket must be used to obtain a good seal with the enclosure. |
Much cheaper than a solid machined fitting.
In the assembled version, allows the assembly of brazed heating elements or resin filling In the unassembled version, allows the assembly of TIG welded heating elements, providing 100% stainless steel immersion In this version, easy welding of the heating elements on the cup, made before TIG welding of the cup on the body Hole easy to make in enclosure Stamped rotation washer is much cheaper than a threaded internal ring Self-centering of the rotation washer provided by 3 bosses Grounding is made directly on the fitting, independent of the material of the housing and of the seal Excellent guiding of the O-Ring type seal, which is maintained in a groove Easy and accessible assembly and tightening of the ring, which does not require special tools Easy orientation of the enclosure during the installation on field. |
| Single thread fitting with large deep drawn flange, tightening by 3 screws on rotation ring |  |
 |
Available only with 1″1/4, 1″1/2 and M 45 x 2 stainless steel
Cannot be used on small housings due to the big footprint of the flange. |
Hole easy to make
TIG welding or brazing of heating elements are both possible The welded stainless steel fitting on a stamped plate has a removable base allowing to weld TIG directly on heating element tubes. Stamped rotating washer is much cheaper than a threaded internal ring Grounding is made directly on the fitting, independent of the material of the housing and the gasket Good guidance of the O-Ring gasket, that is held in a groove Easy and accessible assembly and tightening of the washer, which does not require special tools Orientation of the enclosure is possible during the installation on field. |
| PPS single- threaded plastic fitting 2″ with compressive clamping system for a 25mm diameter tubular heating element. Tightening with 3 screws on a rotating inner washer or 2 screws on a bracket. |  |
 |
Only tooled in 2″ thread, for swimming pool heating applications, aquariums and spas with heating by 25mm cartridge. | Intended for screwing on 2″ female PVC fittings commonly used in pools, spas and professional aquariums
Excellent resistance to saline or chlorinated water, (better than 316L or 316Ti stainless steel). Allows the mounting of simple and economical stainless steel or titanium heating cartridges. Can accommodate different sizes of stainless steel enclosures, and PA66 enclosures, with or without thermostats One of the versions has two pockets, independent of the heating cartridge, allowing the assembly of temperature sensors. |
Characteristics of brass used for fittings
| GB/T5231-2001 Designation | Nearest equivalences | Specific gravity | HB hardness | Tensile strength Rp0,2 (Mpa) | Extension
% |
|
H59Pb1 |
CuZn39-Pb2 (Afnor-51-104) CuZn37-Pb0.5, (Din 17760) C37000 (ASTM) CW617N (EN12165) |
8.4 |
80-120 |
350 |
15-30% |
Composition
| Cu | Fe | Pb | Ni | Zn | Impurities total |
| 57~60% | ≤ 0.5% | 0.08-1.9% | ≤1 % | surplus | ≤1% |
Brass Rohs compliance
According to the Directive 2011/65/ dated June 8, 2011 (Rohs), copper alloys are allowed to have a maximum of 4% by weight of lead as an alloying element. (Provisions of Article 4 and paragraph 1 of Annex II, limit value set by 6c of Annex III)
Main drill used in temperature sensors and immersion heater enclosures
|
Drill diameter (mm) |
Main uses |
| 8 | Level switches with M8 thread |
| 10 | – Thermostat with outside manual reset button
– Not waterproof outside adjustment thermostat shaft |
| 10.5 | M12 x 1.5 thread for cable glands that must be tapped in the enclosure |
| 12 | – M12 x 1.5 cable glands with inside nut
– Dia. 12 pilot light |
|
14.5 |
– M16 x 1.5 thread for cable glands that must be tapped in the enclosure
– Dia. 16 pilot light – Dia. 16 main switch |
| 16 | -M16 x 1.5 cable glands with inside nut |
| 17.5 | ½” BSPP stainless steel fitting TIG soldered on bottom of enclosure (hole has a soldering lip) |
| 18.5 | -M20 x 1.5 thread for cable glands that must be tapped in the enclosure |
| 19 | 1/2” BSPP thread that must be tapped in the enclosure |
| 20 | M20 x 1.5 cable glands with inside nut |
| 21 | ½” BSPP thread fitting with inside nut |
| 22 | – Dia. 22 pilot light
– Dia. 22 main switch |
| 22.5 | M24 x 1.5 thread for cable glands that must be tapped in the enclosure |
| 23 | 3/4” BSPP stainless steel fitting TIG soldered on bottom of enclosure (hole has a soldering lip) |
|
23.5 |
-M25 x 1.5 thread for cable glands or external waterproof thermostat shaft, that must be tapped in the enclosure
– Silicone cap for outside access adjustment |
| 24 | M24 x 1.5 cable glands with inside nut |
| 24.5 | ¾” BSPP thread that must be tapped in the enclosure. |
| 25 | M25 x 1.5 cable glands with inside nut |
| 26.5 | ¾” BSPP thread fitting with inside nut |
| 28.5 | M30 x 1.5 thread for cable glands that must be tapped in the enclosure |
| 30 | M30 x 1.5 cable glands with inside nut |
| 30.5 | 1” BSPP thread that must be tapped in the enclosure |
| 33.5 | 1” BSPP thread fitting with inside nut |
| 34.5 | 1.1/4” BSPP thread that must be tapped in the enclosure |
| 40.6 | 1.½” BSPP and M45x2 stainless steel fitting TIG soldered on bottom of enclosure (hole has a soldering lip) |
| 42 | 1.1/4” BSPP thread fitting with inside nut |
| 43 | M45x2 thread that must be tapped in the enclosure |
| 45 | – M45 thread fitting with inside nut,
– 1½” BSPP thread that must be tapped in the enclosure |
| 50 | 1.1/4” BSPP, 1½” BSPP or M45 thread fitting with inside rotation ring |
| 57 | 2” BSPP thread that must be tapped in the enclosure, or inside ring |
| 60 | 2” BSPP thread fitting with inside nut |
| 70 | 2.½” BSPP and M77x2 stainless steel fitting TIG soldered on bottom of enclosure (hole has a soldering lip) |
| 72.5 | 2”1/2 BSPP thread that must be tapped in the enclosure |
| 75 | M77x2 thread that must be tapped in the enclosure |
| 77 | 2”1/2 or M77x2 thread fitting with inside nut or rotation ring |
| 80.5 | TIG soldering on dia. 80mm tube (hole has a soldering lip) |
| 100.5 | TIG soldering on dia. 100mm tube (hole has a soldering lip) |