Deep drawn immersion heater fitting
304L or 316L stainless steel, with gasket and rotation ring for 1, 2 or 3 heating elements
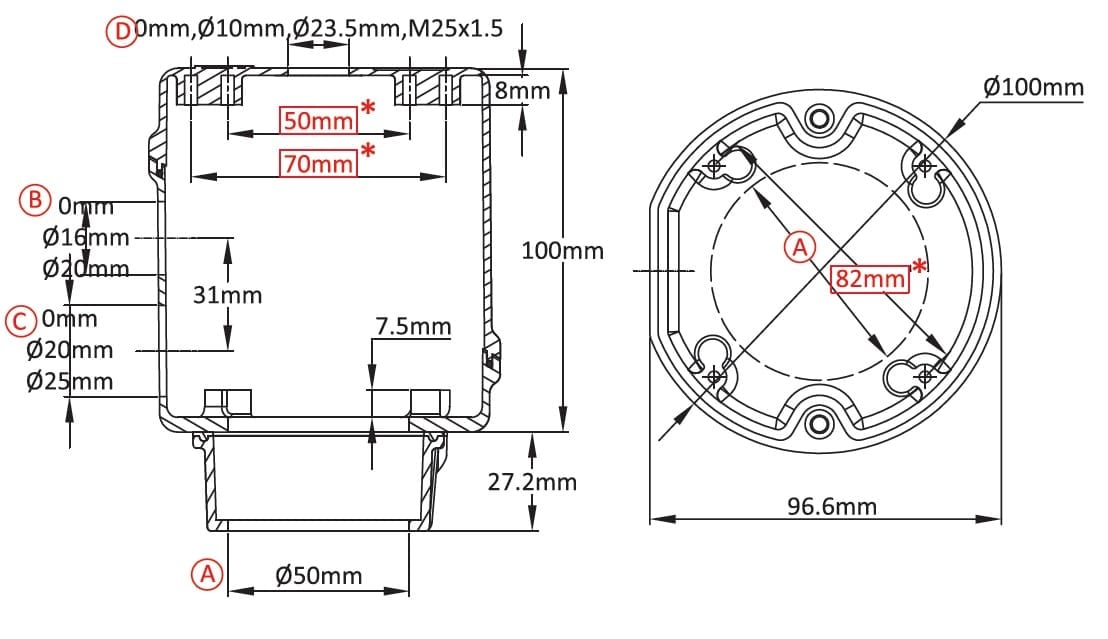
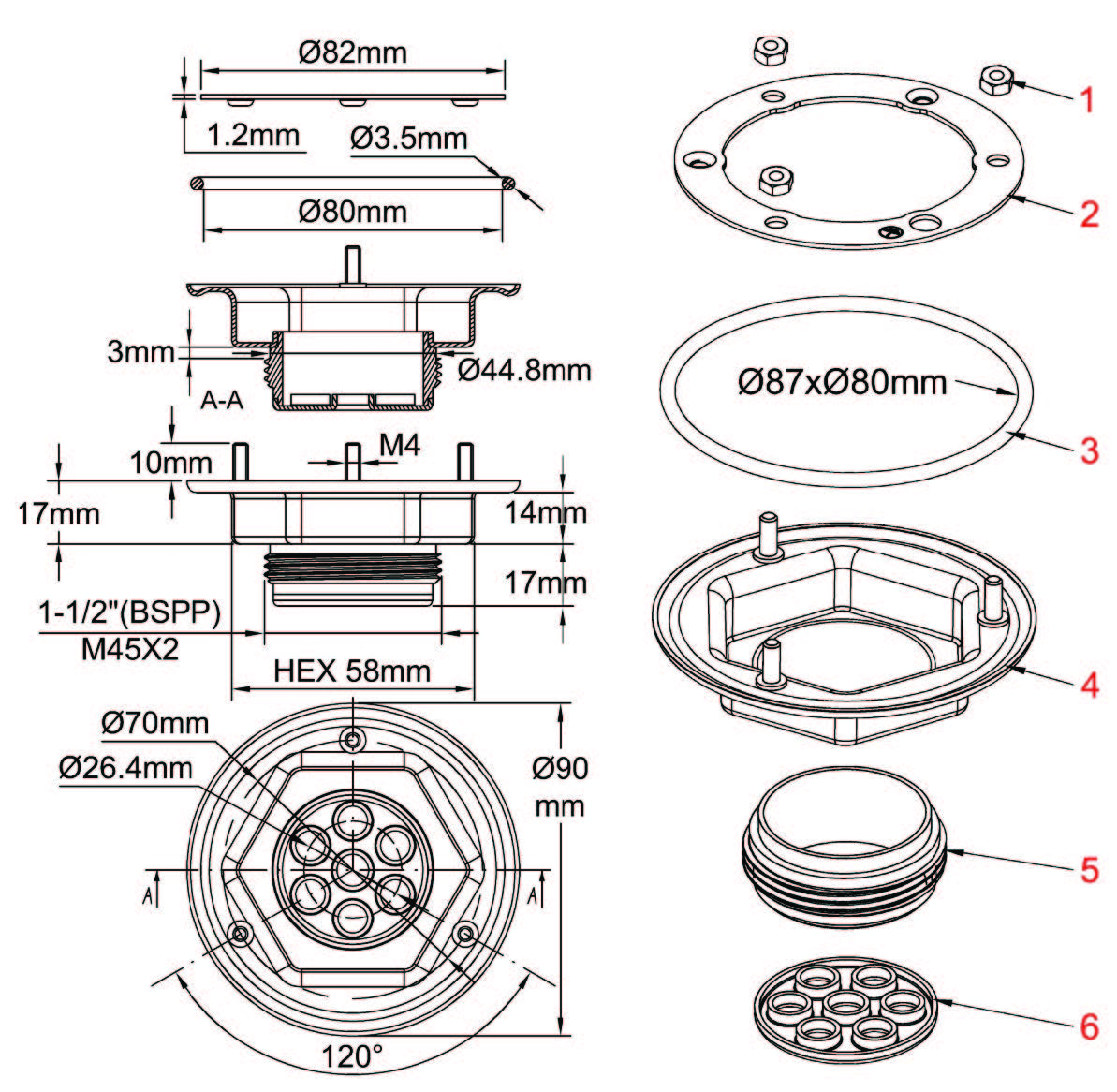
This set, more economical than machined solutions, allows the installation of an immersion heater entirely of stainless steel on any enclosure, and requires only a dia. 75 mm drill on the bottom of the enclosure, the same as usual drill for M77x2 threads. It allows the rotation of the fitting after assembly.
| Fitting raw material | |
|---|---|
| Holes diameter (mm) | |
| Fitting's thread |
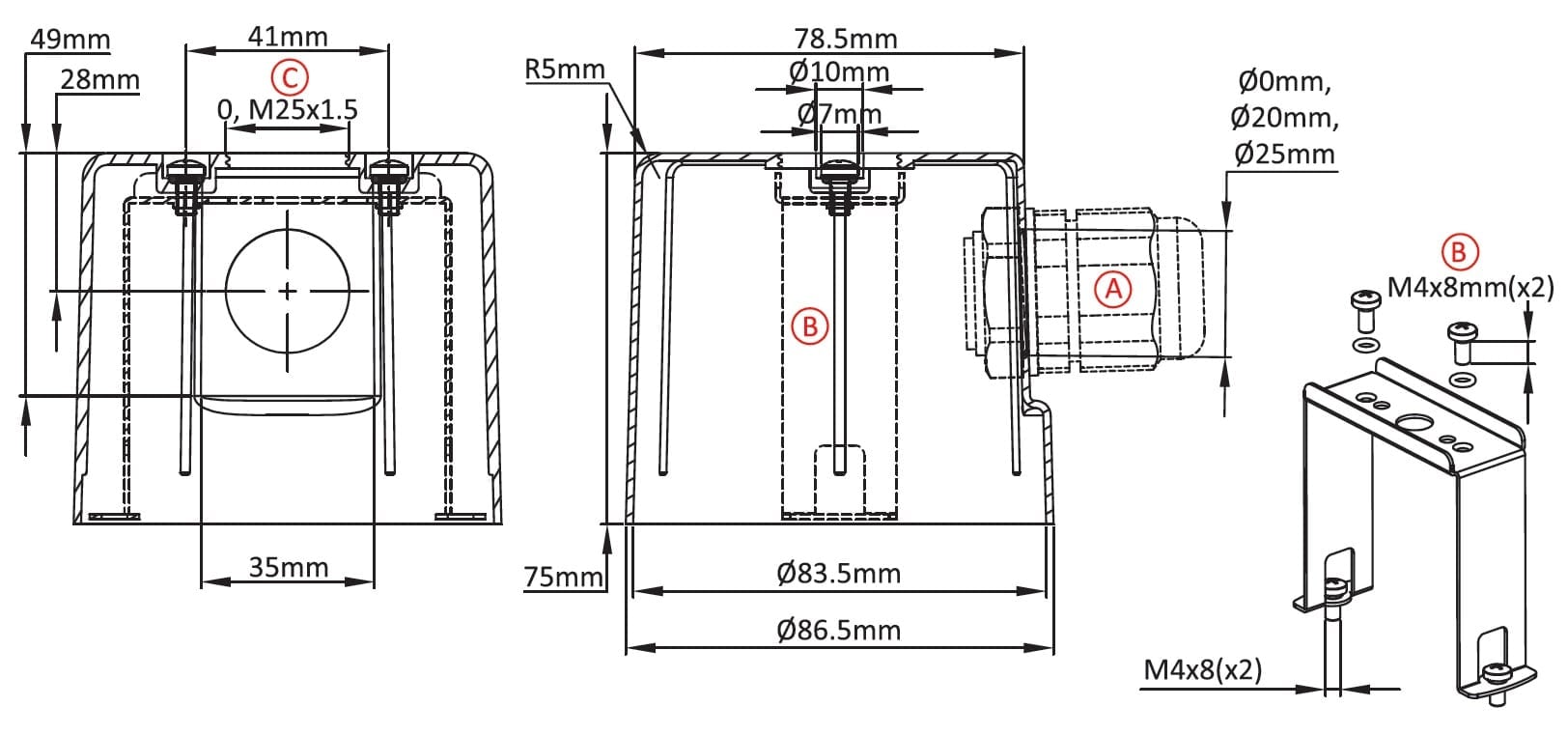
1: M4 nuts; 2: Rotating ring; 3: O-ring; 4: Deep drawn body; 5: Threaded fitting; 6: stamped cup.
Main Applications
This set, more economical than machined solutions, allows the installation of an immersion heater entirely of stainless steel on any enclosure, and requires only a dia. 75 mm drill on the bottom of the enclosure, the same as usual drill for M77x2 threads. It allows the rotation of the fitting after assembly.
The welding of the sheathed elements can be made by brazing or TIG. The TIG welding of the sheathed element assembly enables a 100% stainless steel device, required for many chemical and food applications.
Threads: 1″1/2 and M45x2 (Other threads on request, MOQ apply)
Material: 304L or 316L stainless steel (consult us for other grades)
Rotating ring: Same as the standard ring for rotary M77 and 2 “1/2 fittings, tightening by 3 nuts M4.
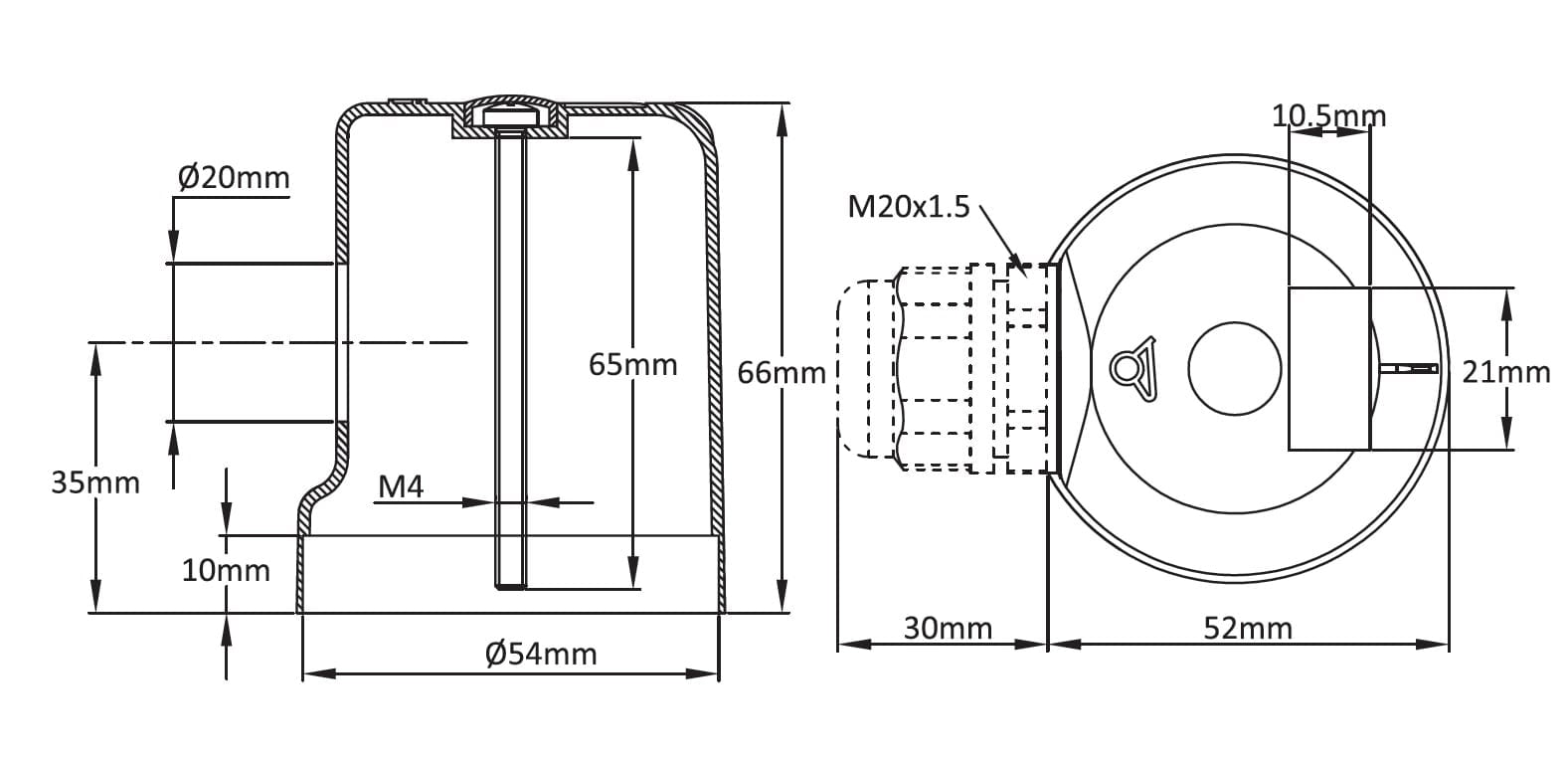
O-ring: Silicone, dia. 80×87 mm, captive in a groove.
Wrench size: Hexagon 58mm
Gasket seat: Flat with pitch recess
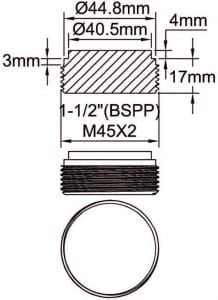
Fitting: The fitting, as it does not need to be machined into the hexagonal bar 54mm on flat and 31 long 45mm depending on the model, but simply in the round bar of 48 mm and a length of 17mm, enables extraordinary material savings, up to 80%.
After optional drilling of holes for sheathed heating elements, the fitting is TIG welded on the inner lip of the deep drawn body.
It comes in 2 basic versions:
- Massive, for drilling holes on request and traditional welding or brazing of sheathed heating elements
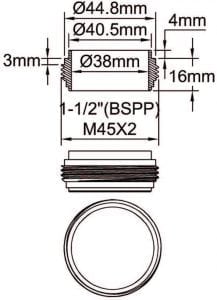
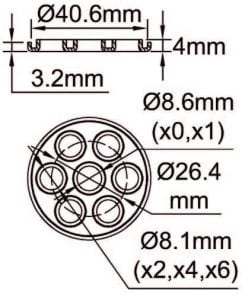
- Hollow, with stamped cup with holes for sheathed heating elements. Then these can be either TIG welded edge to edge on the holes lips, or be traditionally brazed after TIG soldering of the cup on the fitting.
Main references with rotary ring and gasket, holes for dia. 8mm heating elements
Spare parts
 |
 |
 |
|||
 |
 |
 |
|||
| Massive fitting, for drilling of sheathed heating elements on request | Hollow fitting, for TIG welding on stamped cup and on heating elements washers | Unassembled stamped cup, for prior TIG welding of sheathed heating elements | |||
| M45x2 304L | Y3DP04RB | M45x2 304L | Y3DP04RB | 2 | Y3DP04D181200264 |
| 4 | Y3DP04D181400264 | ||||
| M45x2 316L | Y3DP16RB | M45x2 316L | Y3DP16RB | ||
| 6 | Y3DP04D181600264 | ||||
| 1”1/2 304L | Y3DP04RA | 1”1/2 304L | Y3DP04RA | 2+1 | Y3DP04D181286264 |
| 4+1 | Y3DP04D181486264 | ||||
| 1”1/2 316L | Y3DP16RA | 1”1/2 316L | Y3DP16RA | ||
| 6+1 | Y3DP04D181686264 | ||||