



Miniature eutectic alloy fusible links for large or very large series applications
Manufactured in a fully automated way, these fire detection fuses are particularly economical for domestic applications in mechanical ventilation, extractor hoods. They are also externally coated with an alloy protecting them from corrosion.
| Maximum permanent load (DaN) | |
|---|---|
| Raw material |
Manufactured in a fully automated way, these fire detection fuses are particularly economical for domestic applications in mechanical ventilation, extractor hoods. They are also externally coated with an alloy protecting them from corrosion.
Minimum Order Quantity: 10 000 pcs
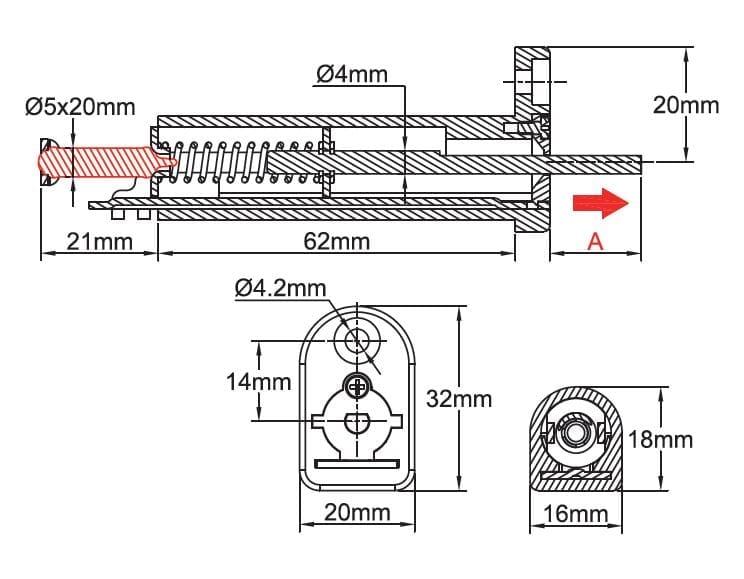
Material: Brass (possible realization in red copper if shorter response times are required).
Surface Protection: Eutectic alloy.
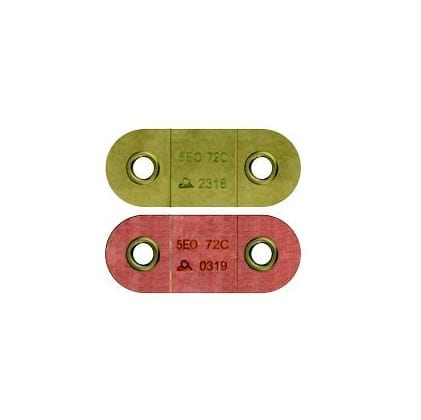
ROHS compliance: These fusible links are available in two versions.
- Non-ROHS compliant, using traditional alloys containing lead and cadmium, for temperatures 68°C (155°F); 72°C (162°F); 96°C (205°F); 103°C (218°F); 120°C (248°F).
- ROHS compliant, using ternary alloys based on bismuth, tin and indium, (the high cost of indium makes these models 2 to 3 times more expensive than the previous ones) for temperatures 60°C (140°F);
72°C (162°F); 79°C (174°F); 109°C (228°F); 117°C (242°F).
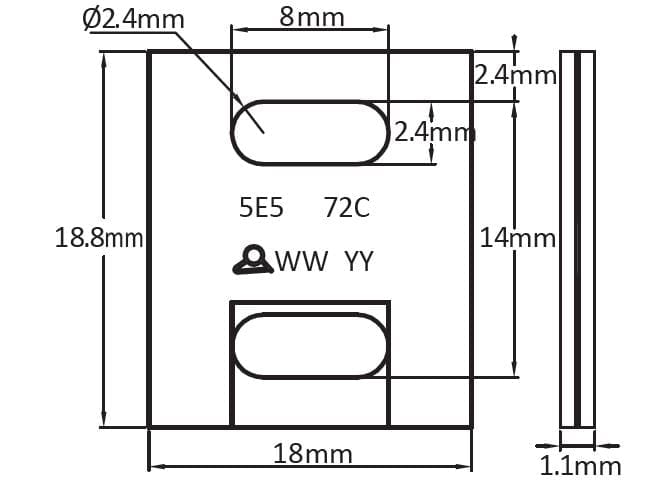
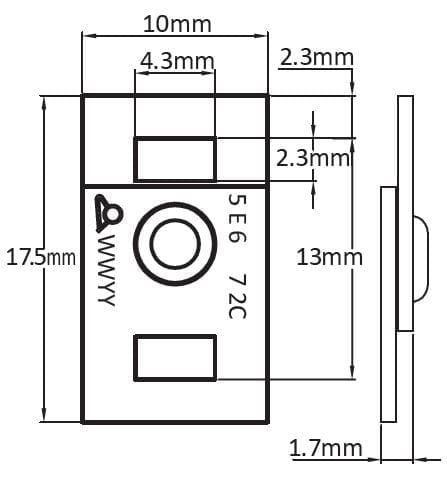
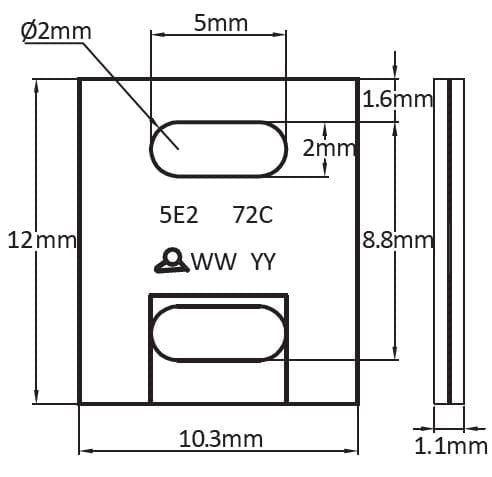
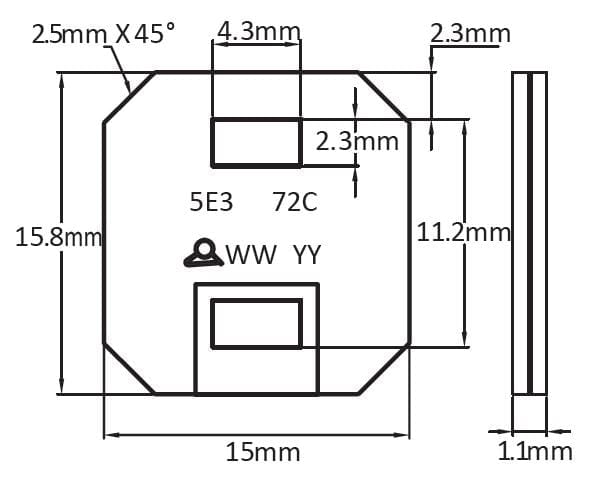
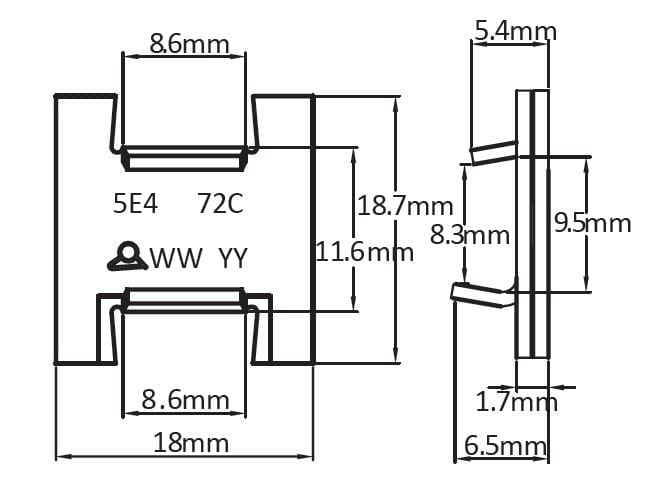
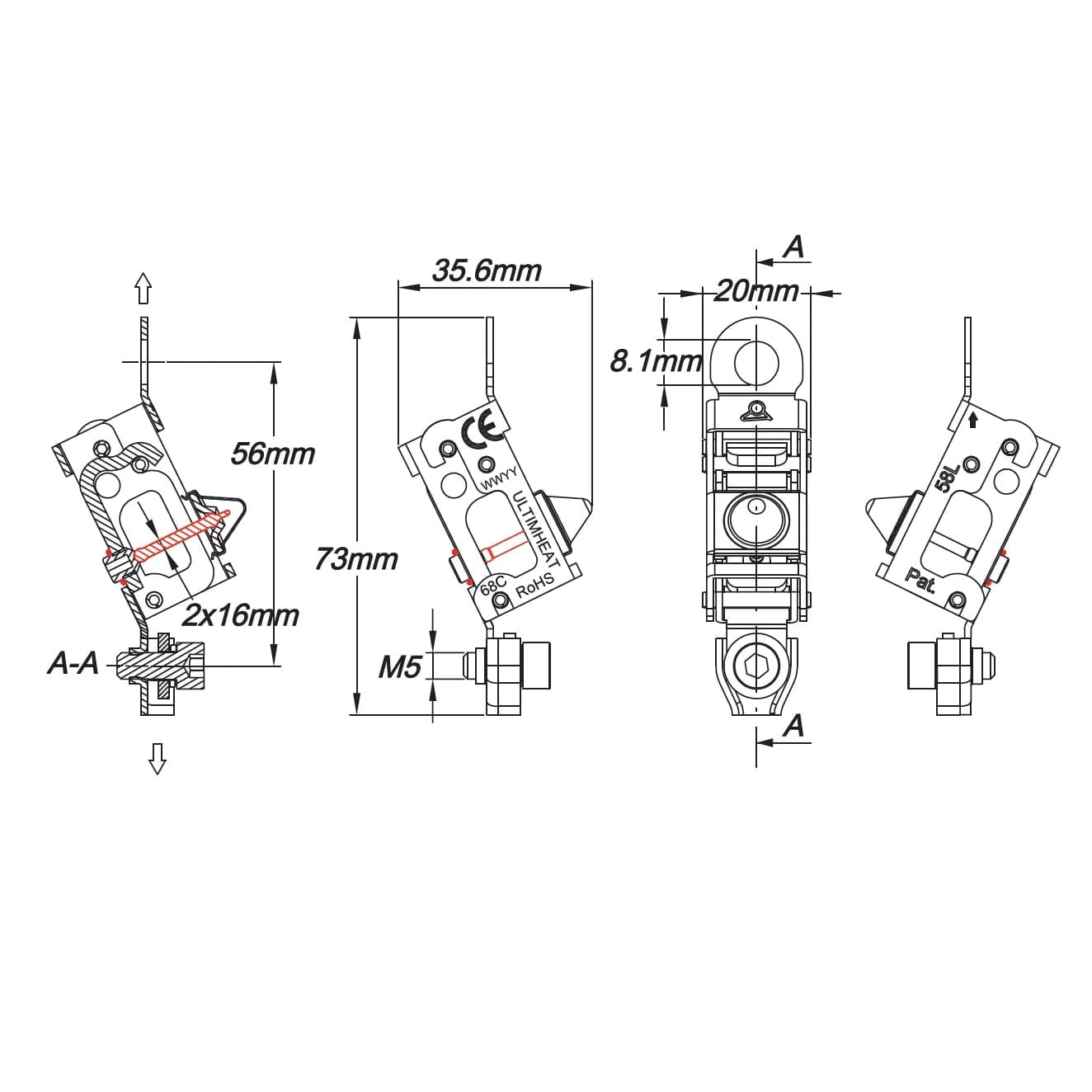
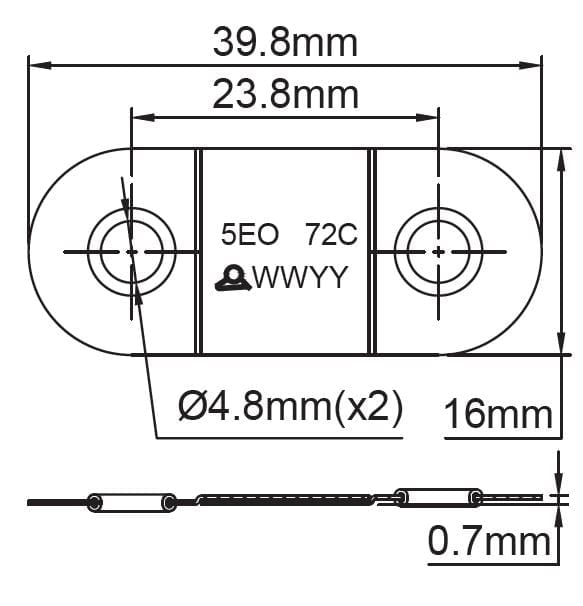
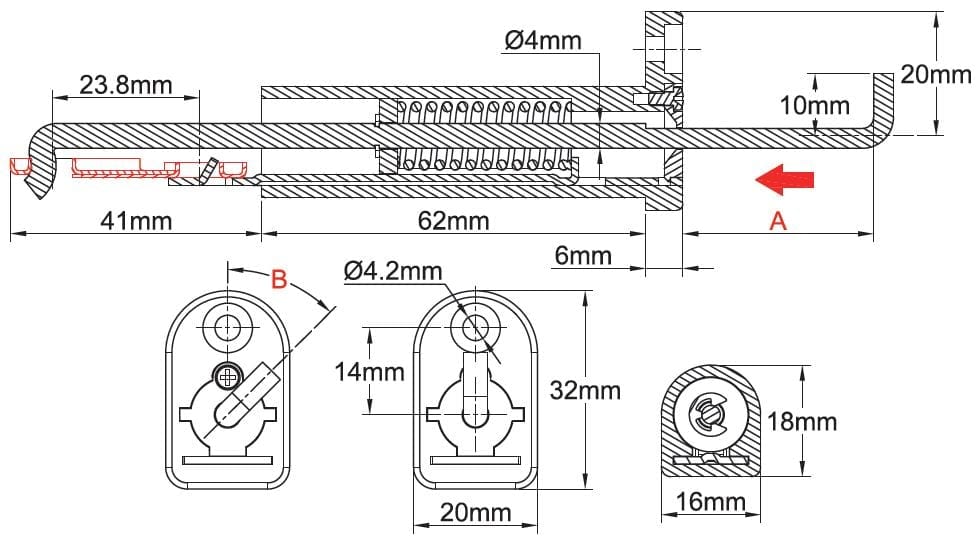
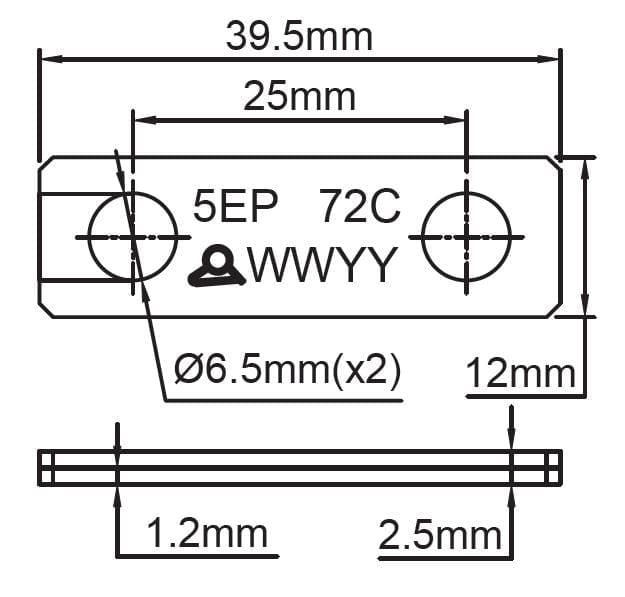
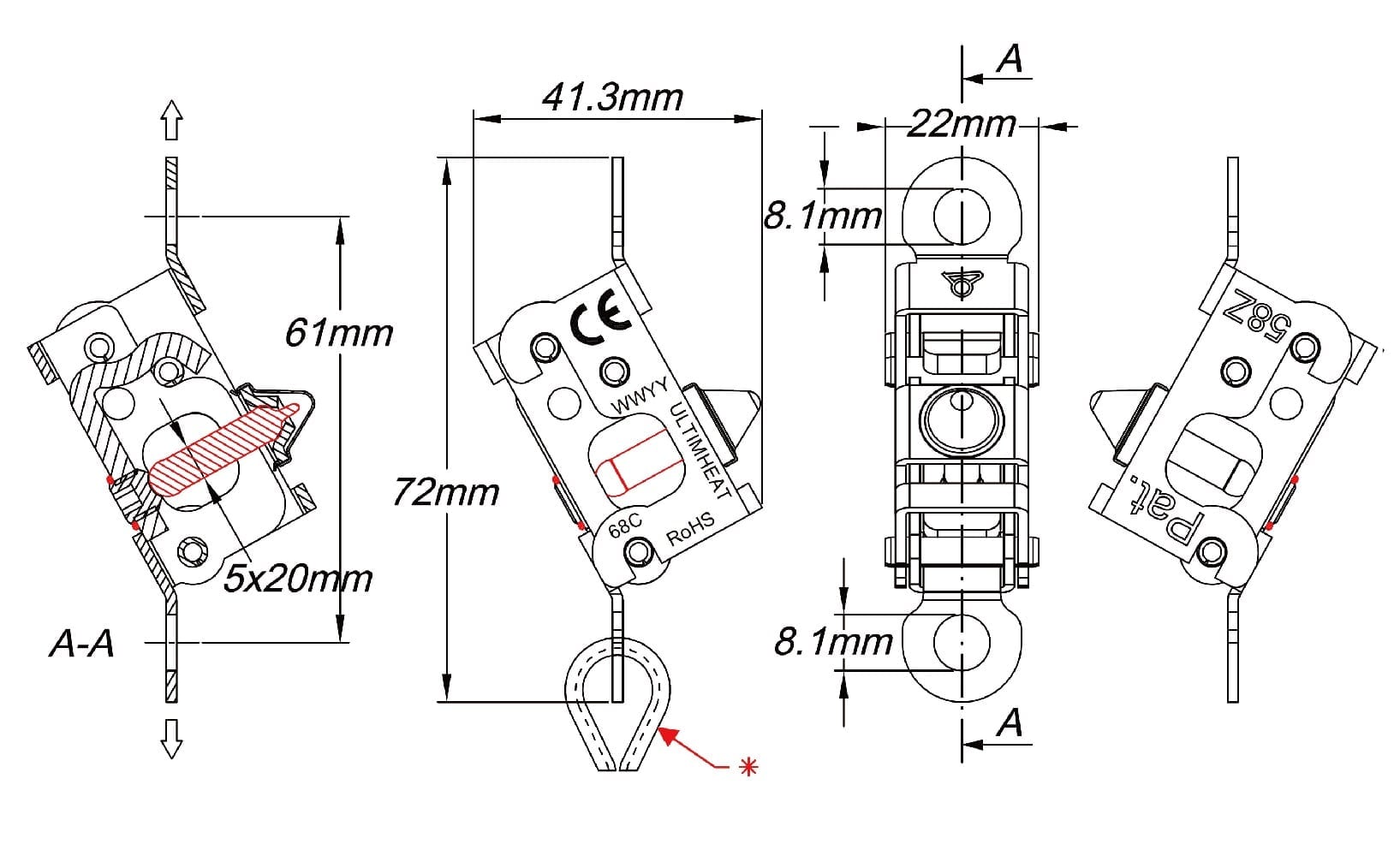
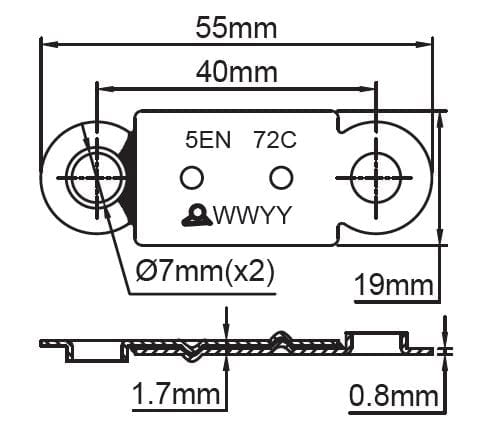
Identification: Model, temperature in °C and date of manufacture are printed on each fusible link.
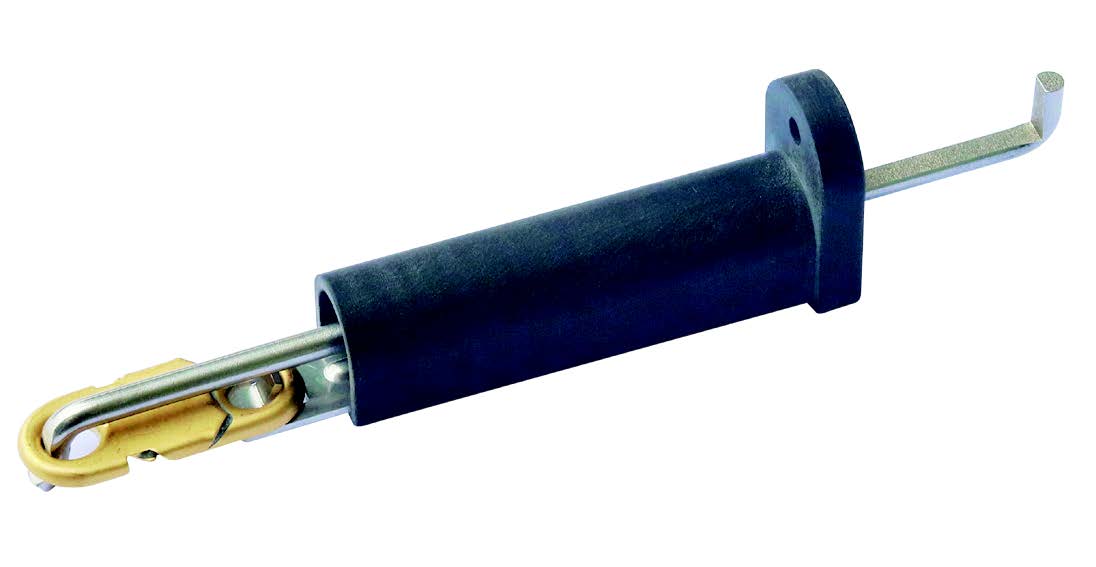
Tests:
- Mechanical resistance at ambient temperature: 100% in
- Trip temperature under static load: by statistical
- Trip time in temperature rise under load according to ISO 10294-4: by statistical
- Holding load 1h at 60°C or 90°C: compliant and verified by statistical sampling in production (Test according to ISO 10294-4).
- Triggering under minimum load: compliant and verified by statistical sampling in production (Test according to UL33).
Salt spray resistance: According to ISO9227-2012, subjected to a mist formed of 20% by weight of sodium chloride in distilled water, at 35°C for 5 days (120h), the apparatuses retain their aptitude for the function, in the response times specified by the standard.
| Type | 5E2 | 5E3 | 5E4 | 5E5 | 5E6 |
| Welding surface (mm²) | 84 mm² | 159 mm² | 224 mm² | 258 mm² | 80 mm² |
| Maximum permissible permanent load * (DaN) | 8.5 DaN | 16 DaN | 22 DaN | 26 DaN | 8 DaN |
| Minimum breaking load | 2N | 4N | 4N | 4N | 3N |
| Response time according to ISO 10294-4 under maximum load ** |
2min 43 sec |
2min 46 sec |
2min 51sec |
2min 51sec |
2min 38sec |
* Maximum permanent load depends on alloy composition and ambient temperature. Values are given for guidance only, and for a 72°C non ROHS eutectic alloy. Alloys with temperatures below 72°C and those that are RoHS compliant, generally have a high proportion of Indium, which greatly reduces the mechanical strength.
** Values measured in our own testing equipment. Testing conditions and equipment comply with ISO10294-4 and ISO DIS 21925-1 2017, fig. C1.
Main references
Downloads
Datasheets
Drawings
Related products
FIRE DETECTION

FIRE DETECTION

FIRE DETECTION

FIRE DETECTION