Comparative crevice and pitting corrosion tests on stainless steels, Incolloy and titanium tubes in high chlorine content water heaters, as used in spas, whirlpools and swimming pools
1. Introduction
Heating elements tubes are used in circulation heaters to heat water in swimming pools, spas, and whirlpools, and in booster heaters or main heaters in domestic central heating.
-Swimming pool and spas water temperature will vary from about 18° C (swimming pools) to about 43° C (hot tubs and spas).
The pH of water in these equipments will optimally range between about 7.2 and 7.6 for bather comfort, safety and efficiency of disinfection by chlorine (Cl + ) sanitizers.
Water is usually sanitized with chemicals to eradicate disease-carrying bacteria and algae. Chlorine and certain compounds containing chlorine are the foremost sanitizers used for disinfecting water. Chlorine gas, sodium hypochlorite solutions, calcium hypochlorite and chloro-isocyanurates are the most commonly used water sanitizers that provide free available chlorine in water
to be disinfected. Bromine and certain compounds containing bromine are used similarly but to a much lesser extent. Free chlorine can also be directly injected in water by hydrolysis chlorinators using salt (Nacl).
The recommended free chlorine concentration in swimming pools is between about 1 and about 3 ppm. In hot tubs, and spas, the recommended free available free chlorine concentration is between about 1 and about 5 ppm
Most of time, this water has unknown levels of chlorine, chloride, bromine, ozone, and other unknown additives.
-Domestic central heating main heaters or booster heaters are filled with tap water, anticorrosion additive, and antifreeze additives like glycol. They are used at temperature between 50 and 65°C. Tap water content in free chlorine vary, depending of local regulation (See annex)
Free chlorine is the most corrosive ingredient that can be found in water used in these applications, and initiates pitting and crevice corrosion..
To evaluate the corrosion resistance of stainless steel of heating elements tubes, Ultimheat has set up a comparative corrosion testing process.
This test is made with constant chlorine level, using piping with no or low chemical reaction with free chlorine.
It is not possible to test in exact final application, as the residual free chloride level in the circuit depends of the volume, piping material, and water composition, and decrease with time. Accelerated testing is made at higher temperature and concentration to reduce testing time. For more about chloride consumption by piping material, refer to: Combined chlorine dissipation, pipe material, water quality and hydraulic effects, by Ginasyio Mutoti and others, published in American water Work association journal, October 2007.
2. Existing documentation and studies
-There are no comparatives studies made on 304L, 316L, incolloy800, 825, 840 and titanium tubes for chloride pitting or crevice corrosion resistance.
Some of them, supplied by raw material manufacturers are commercially oriented, and conclusion depends of the type of tests made.
By experience, we found that corrosion in heating elements tubes was not due solely to the raw material used, but was mainly initiated by the following aggravating factors:
1/ Welding: no or un-appropriate welding shield gas
2/ Interface between liquid and air: this happens often because of degasing, air is trapped inside pipe fittings or heater
3/ Edges effect
4/ Iron contamination during process
5/ Wrong or missing passivation
6/ Wrong surface pickling (sand blasting)
7/ Proximity contamination initiated by iron oxide or other contaminants coming from other components of the equipment, and deposited in the welding and fittings interstices. This contamination is aggravated by the galvanic potential of two differential metals.
3. The Ultimheat corrosion testing process conditions on tubes
– The accelerated corrosion testing is made to check the corrosion resistance to chloride and chlorine, including interface with air and liquid, on plain raw material, edges, welding, with and without passivation, with and without mechanical pickling by sand blasting. Passivation is made using our standard citric acid passivation process.
The Ultimheat method (based on ASTM G48 specification), is as follow:
Test description
– Test specimens were made of 200 mm long tubes, BA surface finish.
– Test specimens have a longitudinal TIG welding. This welding process was not made in Ultimheat, but by tube suppliers.
– Test specimens have been carefully high temperature degreased and rinsed and handled with gloves until they were immersed.
-Test specimens surface has been prepared as follow: 4 specimens of each tube, 2 of them were sand blasted, 2 of them not sand blasted, and 1 of each two has been fully passivated, the second one was not passivated. Titanium tube was not passivated.
– Sand blasting has been made with aluminum oxide, (aluminum oxide grit powder, mesh 120, without iron or iron oxide content).
This sieve size is usually what is recommended to avoid corrosion.
-For the first test, specimens have been immersed in the testing solution (5% active chlorine = 50.000 ppm) . The testing solution is made by dilution of a 10% solution with distillated water), during 96 hours at 70°C.
-For the second test, only one specimen of each tube has been made, passivated and immersed in a low chlorine testing solution (0.02% of active chloride = 200 ppm). The testing solution is made by dilution of a 10% solution with distillated water), They were immersed during 1000 hours at 70°C.
-About 20 mm on the top side of specimens were not immersed to check the liquid/ air interface corrosion resistance.
– PH was checked and adjusted to 7.3 +/-0.2
-Pictures have been made with the same high resolution camera, at same distance, with same light. The same amplification ratio has been used on all pictures used in this document.
-The testing equipment is made in PVC to avoid equipment corrosion by high concentration chloride and contamination, and the chemical decay of chlorine corresponding to its reaction with ferrous ions released by iron dissolution.
– Chemical composition of initial Chlorine solution is given in annex
| JPCI high chlorine corrosion specimens testing equipment | Testing specimen | ||||||||||||||||||||||||||
  |
 |
||||||||||||||||||||||||||
Analysis of the corrosion results on samples will give relative influence of:
– Raw material
– Sand blasting pickling
– Passivation
– Welding
– Air interface
4. Corrosion results on fully immersed welded tubes
| Material | Sand blasted Not passivated | Sand blasted, Passivated | Not sand blasted, not passivated | Not sand blasted, passivated | ||||||||||||||||||||
| 304 L |  |
 |
 |
 |
||||||||||||||||||||
| comments | Huge welding line corrosion | No corrosion | Medium welding line corrosion | No corrosion | ||||||||||||||||||||
| 316L |  |
 |
 |
 |
||||||||||||||||||||
| comments | Medium welding line corrosion | No corrosion | No corrosion | No corrosion | ||||||||||||||||||||
| 321 |  |
 |
 |
 |
||||||||||||||||||||
| comments | Huge welding line corrosion | Medium tube corrosion | No corrosion | No corrosion | ||||||||||||||||||||
| Incolloy 800 |  |
 |
 |
 |
||||||||||||||||||||
| comments | No corrosion | No corrosion | No corrosion | No corrosion | ||||||||||||||||||||
| Incolloy 825 |  |
 |
 |
 |
||||||||||||||||||||
| comments | No corrosion | No corrosion | No corrosion | No corrosion | ||||||||||||||||||||
| Incolloy 840 |  |
 |
 |
 |
||||||||||||||||||||
| comments | Medium welding line corrosion | Slight corrosion | No corrosion | No corrosion | ||||||||||||||||||||
| 940 |  |
 |
 |
 |
||||||||||||||||||||
| comments | Huge tube corrosion | Medium tube corrosion | Slight tube corrosion | No corrosion | ||||||||||||||||||||
| Titanium | 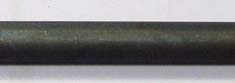 |
N/A |  |
N/A | ||||||||||||||||||||
| comments | No corrosion | No corrosion | ||||||||||||||||||||||
Conclusion:
1-Sand blasting must be proscribed, even to clean brazing, soldering or welding, as it initiate corrosion on most of tubes
2-When not sand blasted, passivation made by Ultimheat does not improve much corrosion. This is due to the fact that tubes suppliers use to supply standard passivated tubes.
3- When passivated by Ultimheat, all tubes show the same corrosion resistance,
4- The welding line is the most critical place, and corrosion always starts on this line. Special attention must be given to the welding process and protection gas used by tube supplier. This parameter is more important that the raw material composition
5. Corrosion results air/water interface, welded tubes
| Material | Sand blasted Not passivated | Sand blasted, Passivated | Not sand blasted, not passivated | Not sand blasted, passivated | ||||||||||||||||||||
| 304L |  |
 |
 |
 |
||||||||||||||||||||
| comments | Huge corrosion | Huge corrosion | Huge corrosion | Slight corrosion | ||||||||||||||||||||
| 316L |  |
 |
 |
 |
||||||||||||||||||||
| comments | Huge corrosion | Huge corrosion | Huge corrosion | No corrosion | ||||||||||||||||||||
| 321 |  |
 |
 |
 |
||||||||||||||||||||
| comments | Huge corrosion | Huge corrosion | Medium corrosion | Slight corrosion | ||||||||||||||||||||
| Incolloy 800 |  |
 |
 |
 |
||||||||||||||||||||
| comments | Huge corrosion | Huge corrosion | Huge corrosion | Medium corrosion | ||||||||||||||||||||
| Incolloy 825 |  |
 |
 |
 |
||||||||||||||||||||
| comments | Huge corrosion | Huge corrosion | Slight corrosion | Slight welding line corrosion | ||||||||||||||||||||
| Incolloy 840 |  |
 |
 |
 |
||||||||||||||||||||
| comments | Huge corrosion | Huge corrosion | Huge corrosion | Medium corrosion | ||||||||||||||||||||
| 904 |  |
 |
 |
 |
||||||||||||||||||||
| comments | Huge corrosion | Huge corrosion | Medium corrosion | No corrosion | ||||||||||||||||||||
| Titanium | 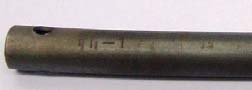 |
N/A |  |
N/A | ||||||||||||||||||||
| comments | No corrosion | No corrosion | ||||||||||||||||||||||
Conclusion:
1-Sand blasting must be proscribed, even to clean brazing, soldering or welding.
2-Without Ultimheat passivation, corrosion is initiated on all types of stainless steel.
3- Passivation made by tubes suppliers does not protect the tubes in the Air/liquid interface
4- When passivated, 316L and 904 show the best corrosion resistance, followed by 304L, 321 and Incolloy 825
5- The welding line is the most critical place, and corrosion always start on this line. Special attention must be given to the welding process and protection gas used by tube supplier. This parameter is more important that the raw material composition
6. Long term corrosion test
To validate the short term results, a 1000 hours corrosion test was made on full passivated tubes with a 200 ppm free chlorine concentration (same equipment, same temperature that the first test). Free chlorine content was checked and adjusted every 48 hours. Based on the short term preliminary results, Only passivated and not sand blasted tubes were tested.
| Material | Immersed section | Air/liquid interface | |||||||||||||||||||||
| 304L |  |
 |
|||||||||||||||||||||
| comments | No corrosion | slight corrosion | |||||||||||||||||||||
| 316L |  |
 |
|||||||||||||||||||||
| comments | No corrosion | No corrosion | |||||||||||||||||||||
| 321 |  |
 |
|||||||||||||||||||||
| comments | Huge pitting corrosion on the welding line | slight pitting corrosion | |||||||||||||||||||||
| Incolloy 800 |  |
 |
|||||||||||||||||||||
| comments | No corrosion | slight pitting corrosion | |||||||||||||||||||||
| Incolloy 825 |  |
 |
|||||||||||||||||||||
| comments | No corrosion | No corrosion | |||||||||||||||||||||
| Incolloy 840 |  |
 |
|||||||||||||||||||||
| comments | No corrosion | Slight pitting corrosion | |||||||||||||||||||||
| 904 |  |
 |
|||||||||||||||||||||
| comments | Medium pitting corrosion | Medium pitting corrosion | |||||||||||||||||||||
| Titanium |  |
 |
|||||||||||||||||||||
| comments | No corrosion | No corrosion | |||||||||||||||||||||
Conclusion: Most of raw materials do not show corrosion on immersed parts. The 321 sample was certainly welded with wrong protection gas, or no protection gas.
The 904 sample was corroded on non welded places and also on air liquid interface. It is the worth choice.
On air/liquid interface, best results, equivalent to titanium are 316L and Incolloy 825.
Based on this test, most suitable materials are Titanium, 316L and incolloy 825, with equivalent results Incolloy 800, 840 and 304L are also a good choice for water with less chlorine content.
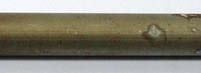
7. Corrosion initiated on titanium by dissimilar metal
| Not passivated | ||||||||||||||
 |
 |
 |
 |
|||||||||||
Conclusion: Corrosion starting on the stainless steel start corrosion on the titanium tube.
We recommend :
-Use fittings of the same material than heating element tube, or
-Directly weld the titanium tube on heater tube, or
-Use plastic compression fittings.
8. Tests General conclusions
– Titanium in immune to corrosion in the testing conditions, excepted at junction with dissimilar raw material fittings
– On all stainless steel tested, the most important parameter is not the raw material composition. It is the process used to weld it, clean it, and the final passivation process that gives the corrosion resistance.
– On immersed parts, corrosion occurs mainly on tube weld line, and when it has started it follows the weld line.
– Pitting corrosion occurs at the air/liquid interface, where the most oxidizing conditions exist.
– Corrosion occurs by cross contamination by corroded fittings. This is the only thing that initiates corrosion on titanium tubes.
– Special care must be taken to avoid air/liquid interface
– Ultimheat citric acid passivation really improves the corrosion resistance even in the worth conditions.
9. Welding
There is no major difficulty to weld stainless steel shown here. The corrosion resistance of the welding is achieved by using correct welding parameters, and appropriate shield gas outside and inside the tube. The main problem is that cannot easily be checked, as most of time tubes are polished. Careful visual inspection inside and outside can give a first opinion, but the most efficient way is to check the welding quality is the corrosion testing described in this document. It will show immediately the welding defects and raw material homogeneity in the welding line.
Titanium welding is difficult and use of wrong shield gas during welding makes it brittle and also brings corrosion risks.
10. Bending and manufacturing ability
When used in heating elements, tubes must be bent. Bending brings stress to the material. If the bending radius is too small, this stress can initiate invisible cracks that will be developed and increased by the heating element heating cycles (contraction, elongation). These cracks can originate corrosion and leaks. Even when a stress relaxation heat treatment is made after lamination
bending or welding, these micro-cracks do not disappear if the bending radius was too small.
Ability for the raw material to withstand this bending is given by the material elongation value.
The best elongation value is achieved on 304L, 316L, 321, followed by the other stainless steels. Titanium is the worth with an elongation value less than 50% of the 304L stainless steel. This means than is some particular application the titanium tube thickness must be increased to achieve short radius.
Another problem with Titanium is that when stress relaxation process is made on heating elements, the Titanium tube diameter increases, and the magnesium oxide used for heat transfer inside the tube loses its compacity and heat transfer properties.
11. Availability
304L, 316L, 321 and Incolloy 800 tubes are easily available.
904, Incolloy 840, Incolloy 825 and titanium tubes are much more difficult to find
12. Cost
Estimated relative cost of 8 to 12 mm diameter welded tubes, related to 304L price. Based on raw material prices on 30/11/2009.
| 304 | 304L | 321 | 316 | 316L | Incolloy 800 | Incolloy 825 | Incolloy 840 | 904 (seamless) |
Titanium (seamless) | |||||||||||||||||
| Per kg | 0,9 | 1,0 | 1,4 | 1.45 | 1,5 | 3,7 | 8,3 | 2,9 | 4.3 | 10,8 | ||||||||||||||||
| Per tube length | 0,9 | 1,0 | 1,4 | 1,5 | 1,6 | 3,7 | 8,4 | 2,9 | 4.3 | 3,5 | ||||||||||||||||
13. Annex
13.1 Regulations about the maximum free chlorine content in tap water:
EU: The European drinking water guideline 98/83/EC does not contain guidelines for chlorine.
WHO (World Health Organisation): The WHO drinking water standards state that 2-3 mg/L chlorine should be added to water in order to gain a satisfactory disinfection and residual concentration. The maximum amount of chlorine one can use is 5 mg/L. For a more effective disinfection the residual amount of free chlorine should exceed 0,5 mg/L after at least 30 minutes of contact time at a pH value of 8 or less. (WHO, Guidelines for drinking water quality. 3rd edition)
USA: The national drinking water standards state that the maximum residual amount of chlorine is 4 mg/L.
Australia: Maximum free chlorine water level is 5 mg/L (Australian Drinking Water Guideline ADWG 2006)
Other countries: Most of them use the European directive or the WHO standard. In some Asian countries, the level can rise to 100 mg/L and up to1000mg/L in some Indian cities.
13.2 The different types of chlorine:
-Free chlorine: the amount of chlorine present in water as dissolved gas (Cl2), hypochlorous acid (HOCl), and/or hypochlorite ion (OCl-) that is not combined with ammonia or other compounds in water. This is the most oxidant ingredient.
-Chlorine residual: the concentration of chlorine species present in water after the oxidant demand has been satisfied.
-Combined chlorine: the sum of the species resulting from the reaction of free chlorine with ammonia (NH3), including
monochloramine (NH2Cl), dichloramine (NHCl2), and trichloramine (nitrogen trichloride, NCl3).
13.3 Chlorine checking process: EN ISO 7393-3:2000 (Water quality. Determination of free chlorine and total chlorine).
13.4 Chlorine solution composition (before dilution)
| Free chlorine (Cl2+HOCl+ OCl-) | Alcali (NaOh) | Iron (Fe) | |||||||||||||||||||||||
| 10.3% | 0.6% | 0.006% | |||||||||||||||||||||||